
為了提高鋼材零件的表面硬度、耐磨性及抗腐蝕能力,生產(chǎn)中常對(duì)鋼件進(jìn)行氮化處理。由于氮化處理后的 獨(dú)特性能,人們對(duì)氮化工藝的研究頗多,鋼的氮化技術(shù)與工藝得到不斷發(fā)展,如氣體軟氮化、低溫奧氏體氮碳 共滲以及液體QPQ處理等。
氮碳共滲是在560℃左右對(duì)鋼件進(jìn)行以滲氮為主的化學(xué)熱處理,共滲組織與氣體滲氮相似,但表面無(wú)高脆性的Fe,N,滲入的碳僅以化合物的形式存在于化合物層中,故滲層韌度較好,所以該溫度的氮碳共滲又稱軟氮化。
如果把氮碳共滲的溫度提高到650℃左右,則產(chǎn)生一種新工藝——奧氏體氮碳共滲,即Fe-N-C三元共析點(diǎn)以上的氮碳共滲。由于它的溫度不高,此稱之為低溫奧氏體氮碳共滲。
液體QPQ處理是在氮化鹽浴和氧化鹽浴兩種鹽浴中處理工件,實(shí)現(xiàn)氮化工序和氧化工序的復(fù)合;滲層組織是氮化物和氧化物的復(fù)合;性能是耐磨性和抗腐蝕性的復(fù)合。"QPQ"是英文"Quench—Polish—Quench”的 縮寫,原意為淬火一拋光一淬火-從專業(yè)技術(shù)上講,這是不確切的,但國(guó)際上已習(xí)慣延用至今"QPQ技術(shù)是金屬科技領(lǐng)域的新技術(shù)。像美國(guó)通用電器、德國(guó)大眾和奔馳、日本本田和豐田等著名跨國(guó)公司均引進(jìn)了此項(xiàng)技術(shù)。
一、試驗(yàn)材料、工藝與方法
試驗(yàn)材料為08F沸騰鋼;
氣體氮碳共滲(軟氮化)的工藝是:560℃x5h,介 質(zhì)為氨氣和乙醇,油冷。低溫奧氏體氮碳共滲的工藝是: 650℃x2h,介質(zhì)為氨氣和乙醇,油冷。液體QPQ處理的工藝是:在介質(zhì)溫度為560℃的QPQ專用氮化鹽中保溫2h,隨后在介質(zhì)溫度為400℃的QPQ專用氧化鹽中保溫20min。
二、試樣抗腐蝕性能檢測(cè)方法
用鹽霧試驗(yàn)箱,按GB/ T10125- 2012要求,對(duì)經(jīng)不同氮化工藝處理的試樣進(jìn)行 中性鹽霧試驗(yàn)(NSS)。試樣經(jīng)超聲波清洗機(jī)清洗,用新溶劑漂洗并干燥。試樣被測(cè)表面在鹽霧箱中與垂直方向呈20°,鹽霧箱內(nèi)溫度為(35±2)℃。測(cè)試過(guò)程中每天上 午8:30和下午17:30觀察試樣狀態(tài),并記錄已通過(guò)的測(cè)試時(shí)間,直到試樣出現(xiàn)銹跡為止。中性鹽霧試驗(yàn)72h 不岀現(xiàn)銹跡為合格。通過(guò)比較三種樣件出現(xiàn)銹跡的時(shí)間,可以分出三種氮化工藝在抗腐蝕性能方面的優(yōu)劣。
三、抗腐蝕性能對(duì)比
經(jīng)不同氮化工藝處理的試樣,在鹽霧腐蝕試驗(yàn)箱中做中性鹽霧(NSS)試驗(yàn),表面 從開始到出現(xiàn)紅色銹跡(Fe2O3)所經(jīng)歷的時(shí)間如圖1所示。由圖1可看出,無(wú)論是氣體氮碳共滲、低溫奧氏體 氮碳共滲、還是液體QPQ處理,都能顯著推遲樣件出現(xiàn)紅色銹跡的時(shí)間,即顯著提高樣件的抗腐蝕性能,均能達(dá)到“中性鹽霧試驗(yàn)72h不出現(xiàn)銹跡”的技術(shù)要求。在這幾種工藝中,液體QPQ處理的抗腐蝕性能最高,低溫奧氏體氮碳共滲次之,氣體氮碳共滲的抗腐蝕性能最低。
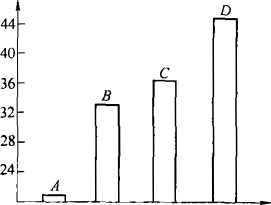
A——未經(jīng)處理 B―經(jīng)氣體氮碳共滲處理
C——經(jīng)低溫奧氏體氮碳共滲處理 D——經(jīng)液體QPQ處理
四、分析
與氣體氮碳共滲及低溫奧氏體氮碳共滲不同,液體QPQ處理工藝中,鹽浴氮化后,還有一個(gè)鹽浴氧化過(guò) 程,這使e相表面形成一層厚度約3μm致密的黑色氧化膜(Fe3O4)。該膜與e相結(jié)合非常緊密,這使經(jīng)液體QPQ處理的試樣抗腐蝕性能大大高于經(jīng)另外兩種工藝處理的試樣。另外,低溫奧氏體氮碳共滲試樣化合物層的厚度比氣體氮碳共滲試樣的大,這是前者的抗腐蝕性能比后者好的原因。


 客服1
客服1