
在高爾夫球運動中,擊球距離主要受高爾夫球頭擊球面的硬度和抗拉伸強度的影響,在擊球的瞬間,擊球面要承受相當大的沖擊力和一定程度的彎矩,所以只有這兩項指標均較高時,才能保證將更多的揮桿擊球力傳遞給球,才能打的遠,打的準,按照使用者預定的飛行軌道運動。
應用QPQ復合處理技術(shù)來提高球頭的硬度、耐腐蝕性是一種可靠的方法。
1 球頭材料
本次實驗球頭的材料是45號鋼,一種優(yōu)質(zhì)碳素結(jié)構(gòu)鋼,對應日標S45C, 美標: 1045,德C45。其特征是相比普通A3鋼,具有更高的強度,抗變形能力。
1.1 化學成分
| 化學成分 | |||||
| C | Si | Mn | Cr | Ni | Cu |
|
0.41~0.50% |
0.17~0.37% |
0.50~0.80% |
≤0.25% |
≤0.30% |
≤0.25% |
1.2 主要用途
45號鋼廣泛用于機械制造,這種鋼的機械性能很好。但是這是一種中碳鋼,淬火性能并不好, 45號鋼可以淬硬至HRC42~46。所以如果需要表面硬度,又希望發(fā)揮45號鋼優(yōu)越的機械性能,常將45號鋼表面淬火(高頻淬火或者直接淬火),這樣就能得到需要的表面硬度。
2 QPQ技術(shù)工藝流程
2.1 表面清洗前處理
零件表面的潔凈度與處理后的效果成正比,表面有氧化皮、鐵銹、異物、水漬、油漬等都會影響氮原子的滲入,有異物附著的區(qū)域與干凈的區(qū)域處理完后回有明顯的色差,影響整體外觀標準,對一些有高標準的外觀要求的零件就會產(chǎn)生成次品。
表面附著的異物帶入氮化爐也會影響鹽浴的質(zhì)量。
2.2 預熱
預熱到一定溫度時再進入氮化爐中,避免氮化爐驟然降溫,烘干工裝夾具與產(chǎn)品在清洗時附著的水分,以免與高溫鹽浴發(fā)生激烈反應,向四周迸濺,避免燙傷。在高溫的條件下金屬表面也會生成一層氧化膜,對氮碳的滲入具有一定的幫助。
2.3 氮碳共滲
為QPQ主要工序,滲劑在一定溫度下分解出氮、碳原子并向工件表面吸附、擴散形成化合物層(Fe2~3N)、擴散層的過程,這是QPQ等夠達到高耐磨性、腐蝕性能的關(guān)鍵因素。
2.4 氧化
獲得Fe3O4氧化膜,使得表面呈現(xiàn)黑色外觀,增強耐腐蝕性能。同時分解由夾具工件上附著的氰根,生成碳酸鹽鹽渣,達到無公害的條件。
2.5 拋光
在鹽浴復合處理后不可避免的要在工件的最外表面形成一層疏松層,化合物層按照化合物致密的程度可分為致密的化合物層,有著孔隙、不致密的疏松層。疏松層過厚會降低表面硬度,耐腐蝕性能,外觀顏色也會不一致。所以用物理的方法去除外表面的疏松層,便可以解決這一問題。
2.6 二次氧化
拋光時會連帶把氧化膜與疏松層一并拋掉,再次氧化可重新生成氧化膜。
QPQ工藝過程

3 實驗結(jié)果
金相圖片 5%硝酸酒精
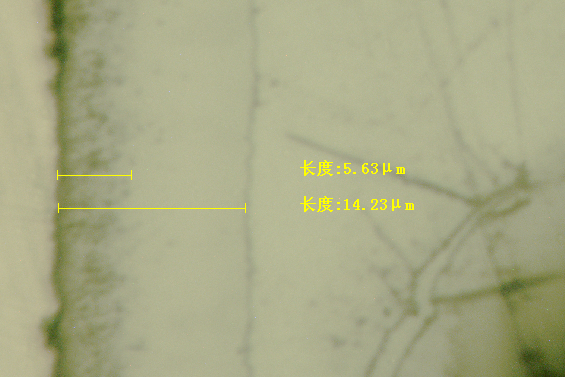
QPQ處理前基體硬度;
試驗值(Test Value):
第1次(1 times): d1=26.4810 d2=25.9960 HV=269.35
第2次(2 times): d1=25.8350 d2=25.0270 HV=286.73
第3次(3 times): d1=26.4810 d2=26.6420 HV=262.84
平均值(Average Vlaue):272.97 極差(Range): 23.89
最大值(Max. Vlaue):286.73 分散度(Disperse): 8.75%
最小值(Min. Vlaue):262.84
QPQ處理后表面硬度;
試驗值(Test Value):
第1次(1 times): d1=17.2770 d2=17.7610 HV=604.20
第2次(2 times): d1=17.2770 d2=17.2770 HV=621.24
第3次(3 times): d1=17.2770 d2=17.6000 HV=609.79
平均值(Average Vlaue):611.74 極差(Range): 17.04
最大值(Max. Vlaue):621.24 分散度(Disperse): 2.79%
最小值(Min. Vlaue):604.20
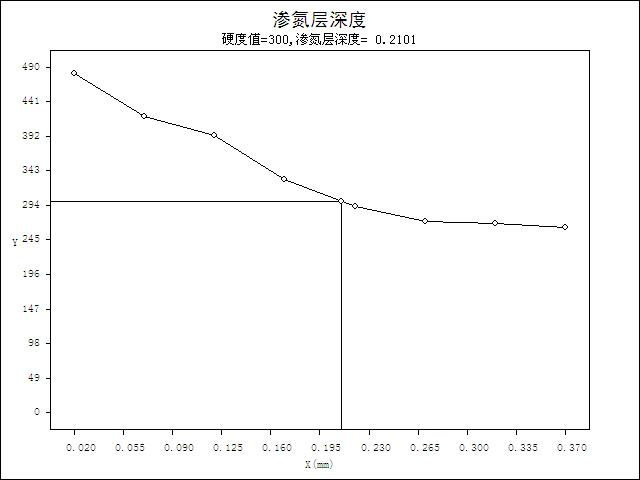
滲氮層深度:
|
硬度對照表 |
材料 |
HV0.1 (平均) |
HRC (平均) |
|
QPQ處理前表面硬度 |
45鋼 |
260~280 |
23.8~26.8 |
|
QPQ處理后表面硬度 |
45鋼 |
600~630 |
55.3~56.8 |
QPQ技術(shù)優(yōu)點:
經(jīng)QPQ表面處理后,工件表面能夠得到一層良好物理、化學性能的化合物層。不僅能提高耐磨性、耐腐蝕性,還能得到優(yōu)良的外觀。
在按照國標GB/T10125進行中性鹽霧實驗后,經(jīng)QPQ處理后的工件比常溫發(fā)黑在耐腐蝕性方面有著質(zhì)的提升,常溫發(fā)黑的工件在20分鐘就開始生銹,2h便已達到外觀評級5級,經(jīng)QPQ處理后的工件在60h后達到外觀評級9級。由QPQ處理后工件金屬表面得到的Fe2~3N化合物和Fe3O4氧化膜即使在大氣、鹽霧、弱酸、濃堿的復雜條件下具有優(yōu)良的耐腐蝕性能。
由于化合物層的特性(由氮、碳原子滲入金屬表面而生成的化合物),不像金屬涂覆處理是附著在金屬表面的,相比鍍鋅、發(fā)藍、發(fā)黑而言化合物在運動載荷中體現(xiàn)出更好的結(jié)合力。化合物層高硬度的特性,在拋光的環(huán)節(jié)能達到更好的表面粗糙度。在經(jīng)過二次氧化后能夠得到均勻一直的亮黑色外觀。
4 結(jié)語:
經(jīng)過生產(chǎn)應用,證明QPQ應用在高爾夫球頭上是合適的。QPQ復合處理技術(shù)是一種可以大幅提高耐磨性、耐腐蝕性能的金屬表面處理技術(shù)。是滲氮工藝與氧化工藝的復合,氮化物與氧化物的復合,耐磨性與耐腐蝕性的復合,不僅能顯著提高球頭在室外復雜氣象條件下使用的耐磨性、耐腐蝕性能,也能使球頭表面得到均勻一致的亮黑色外觀。


 客服1
客服1